информация дана по состоянию на 11.04.2024 г.
| Наименование | Диаметр DN, Ду | Давление PN, Ру, МПа | Присоединение к трубопроводу | Управление | Исполнение | Рабочая среда и температура, °С | Материал корпуса | Цена с НДС | Наличие на складе, срок поставки |
|---|---|---|---|---|---|---|---|---|---|
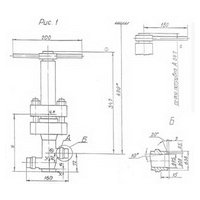
| Клапан С27105 регулирующий сильфонный, исполнение 01 - с цельной рукояткой, исполнение 02 - под ключ | 25 | 20,0 | под приварку | ручное | У | вода и пар, газообразные среды, нефтепродукты от -40 до 325 | жаропрочная сталь 08Х18Н10Т | по заявке | под заказ |
Клапан регулирующий сильфонный, исполнение 01 - с цельной рукояткой, исполнение 02 - под ключ относится к функциональному типу: запорно - регулирующая арматура
Клапан регулирующий сильфонный, исполнение 01 - с цельной рукояткой, исполнение 02 - под ключ
Информация о нормативно-технических документах:
информация о нормативно-технических документах:
Все изделия имеют технические паспорта, разрешения Госгортехнадзора на применение, свидетельства об изготовлении, руководства по эксплуатации и сертификаты соответствия. Чертеж изделия, масса, габаритно-присоединительные размеры высылаются по заявке.
Клапаны и вентили обычно конструируются и устанавливаются так, что бы движение среды происходило «под клапан», то есть навстречу движению затвора при закрывании запорного органа. Обратное движение среды «на клапан» осуществляется редко и применяется главным образом при больших диаметрах прохода, для неответственных установок, с целью разгрузить шпиндель от больших продольных усилий сжатия.
У - это условное обозначение климатического исполнения оборудования, которое применяется в районах с умеренно холодным климатом, при эксплуатации под навесом или в помещениях без искусственно регулируемых условий окружающей среды при относительной влажности до 98%.
Рекомендуем ознакомиться с нашей продукцией:
Под приварку подготавливают присоединительные концы арматуры больших диаметров, когда надежность всех других видов соединений становится недостаточной.
Оценка технологичности конструкции затворов и изделий запорной арматуры проводится по базовым показателям, которые характеризуют точность обработки деталей затворов и состава конструкции. По мере снижения ответственности конкретных технологических систем, в которых функционирует целевая арматура, главным становится стандартизированные экономические показатели технологичности конструкции изделий, базовым из которых является уровень технологичности конструкции изделий по трудоемкости обработки и сборки арматуры. Для оценки конструкции затворов по герметичности и соответствующих требований к точности обработки выделяют классификационные признаки для выявления количества значимых параметров точности и проводят оценку технологичности конструкции изделий. Показатель точности обработки деталей затворов для кранов с металлическими седлами устанавливается в пределах от 0,65 до 0,85, для полимерных изделий этот показатель составляет от 0,5 до 0,6. Показатель состава конструкции для шаровых кранов имеет значение от 0,9 до 1,0. Это является наихудшим показателем для арматуры. Сравнение показателя состава конструкций для шаровых кранов с плавающей пробкой и пробкой на опорах, показывает, что при исполнении крана с пробкой на опорах увеличивается число звеньев размерных цепей, компенсирующая способность ввиду исключения эффекта «плавания» пробки минимальная, требования к точности замыкающих и составляющих звеньев, даже при использовании компенсаторов, высокие. Исполнение менее технологично и используется при больших проходах и высоких давлениях: