информация дана по состоянию на 12.04.2024 г.
| Наименование | Диаметр DN, Ду | Давление PN, Ру, МПа | Присоединение к трубопроводу | Управление | Исполнение | Рабочая среда и температура, °С | Материал корпуса | Цена с НДС | Наличие на складе, срок поставки |
|---|---|---|---|---|---|---|---|---|---|
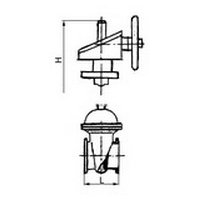
| Задвижка 30с548нж клиновая штампосварная с выдвижным шпинделем, с редуктором, пр-ва Стахановмаш | 150 | 16,0 | фланцевое | ручное | У | нефтепродукты от -40 до 450 | углеродистая сталь | 102600 руб. | 12 шт. |
Задвижка клиновая штампосварная с выдвижным шпинделем, с редуктором, пр-ва Стахановмаш относится к функциональному типу: запорно - регулирующая арматура
Задвижка клиновая штампосварная с выдвижным шпинделем, с редуктором, пр-ва Стахановмаш
Информация о нормативно-технических документах:
информация о нормативно-технических документах:
Все изделия имеют технические паспорта, разрешения Госгортехнадзора на применение, свидетельства об изготовлении, руководства по эксплуатации и сертификаты соответствия. Чертеж изделия, масса, габаритно-присоединительные размеры высылаются по заявке.
В нашем прайс-листе представлены задвижки из различных материалов. Возможность использования задвижек в трубопроводных системах зависит от того, из какого материала они изготовлены, так как используемый материал определяет основные свойства задвижек: прочность, коррозионностойкость, износостойкость. Производители изготавливают задвижки из чугуна, стали, цветных металлов, из различных сплавов, с наплавлением износостойких материалов. Например, в задвижках, которые предназначены для работы в электрометаллургии на абразивных и коррозионных рабочих средах применяют гуммирование кислотостойкой резиной клина и внутренней полости корпуса.
Гидравлические испытания деталей трубопроводов производятся после термообработки и неразрушающих способов контроля сварных швов (радиографический метод, метод ультразвуковой дефектоскопии) и после исправления всех обнаруженных дефектов.
Вместе с этим изделием чаще всего просматривают:
Фланцевый тип позволяет присоединять арматуру к трубопроводам, транспортирующим горючее, токсичные или сжиженные газы.
При конструкции корпуса с направлением золотника для работы на жидких и газообразных чистых и засоренных средах, производители применяют конусные уплотнения. Для работы с чистыми жидкими или газообразными средами, свободными от твердых частиц, производители арматуры чаще всего используются плоские кольцевые уплотнения. Такие уплотнения применяются в изделиях, имеющих конструкцию без направления тарелки в корпусе. Реже производители используют ножевое уплотнение, обычно до 4,0 МПа. Твердое металлическое кольцо для уплотнения на затворе используют с жидкими и газообразными средами, с взвешенными твердыми частицами. Ножевое кольцо в корпусе изготавливают из твердого металла. Производители уплотнительных колец, предназначенных для запорных органов, которые будут работать с жидкостями и газами, например, с воздухом, для затворов выпускают пластмассовые или резиновые кольца, а для корпусов ножевые кольца. Для нейтральных сред уплотнения изготавливают из резины и кожи. Для коррозионных сред с температурой до +225 градусов Цельсия и для криогенной арматуры с температурой рабочей среды до -250 градусов Цельсия уплотнения изготавливают из фторопласта. Прежде чем купить изделия убедитесь в наличии пломб. Гарантийные обязательства завод-изготовитель выполняет только при наличии исправных гарантийных пломб ярко-красного или ярко-оранжевого цвета:
Для гидравлических испытаний должна применяться вода с температурой не ниже +5 градусов. Измерение давления должно производиться по двум проверенным манометрам, один из которых должен быть контрольным. Давление должно подниматься и снижаться постепенно. Время выдержки трубопровода и его элементов под пробным давлением должно быть не менее 5 минут. Детали трубопроводов считаются выдержавшими гидравлическое испытание, если не обнаружено: 1) Признаков разрыва; 2) Течи, слезок, потения в сварных соединениях; 3) Остаточных деформаций.